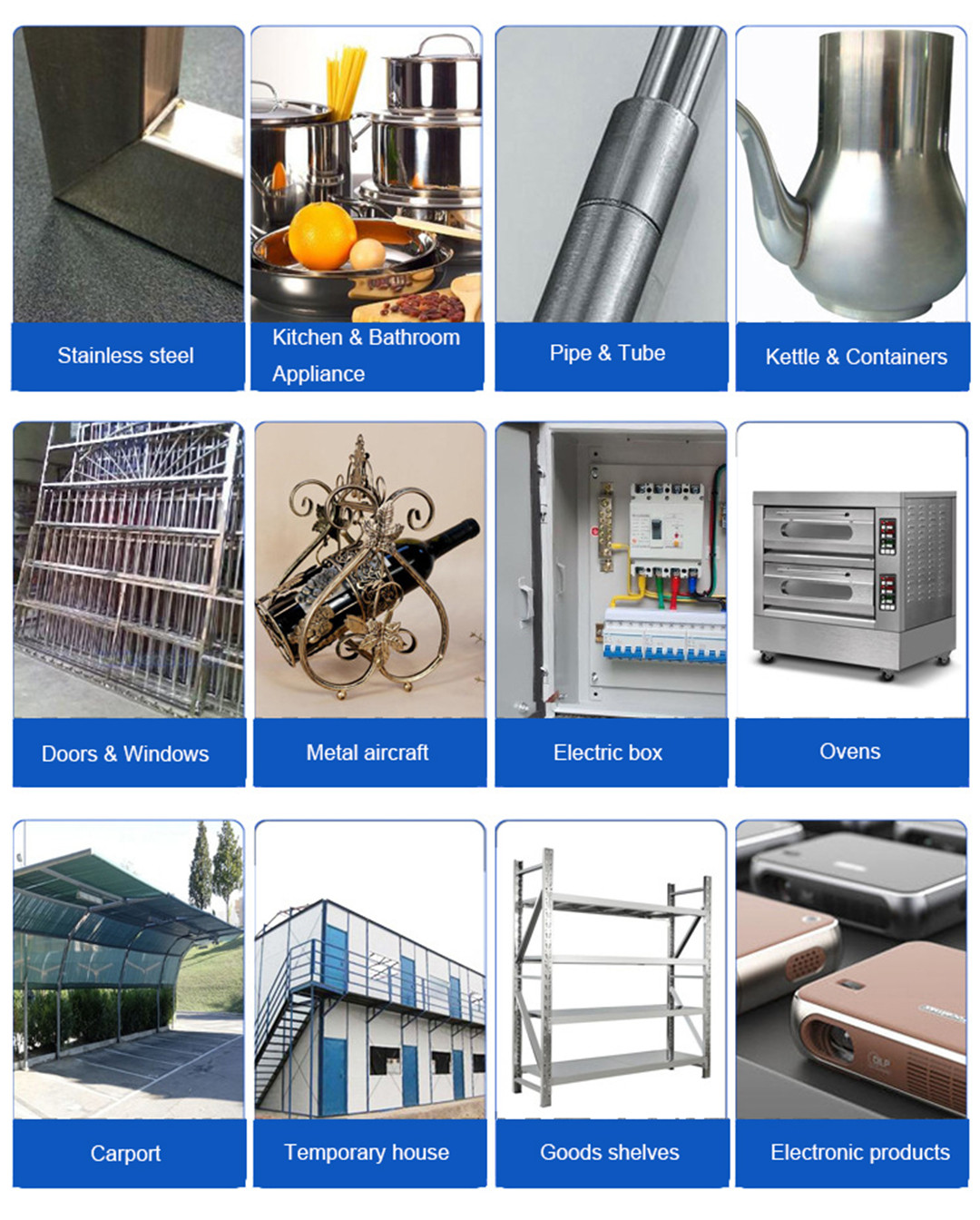







Bezpečný uzavřený automatický laserový svařovací stroj
Obecně se skládá ze svařovacího hostitele a svařovacího stolu. Laserový paprsek je připojen k vláknu a po přenosu na dlouhou vzdálenost je zpracován do paralelního světla zaměřeného na obrobek, čímž se zajišťuje kontinuální svařování. Díky kontinuitě světla je svařovací efekt pevný, s jemným a krásným svarovým švem. V závislosti na různých odvětvích a potřebách lze stroj přizpůsobit tvaru a stolu výrobnímu místu pro dosažení automatického provozu, který plně splňuje potřeby různých zákazníků. Umožňuje tupé svařování, stohování a těsnění obrobku, vysokou rychlost a splňuje požadavky na tloušťku materiálu 0,1 až 5 mm. Vysoce výkonná plynová ochrana, dlouhodobá životnost. Nastavitelná energie laserového paprsku, nastavitelná rychlost pohybu, různé svařovací procesy. Laserové svařování je vysoce automatizované a lze jej ovládat počítačem, s vysokou rychlostí svařování a snadným přístupem k jakýmkoli složitým tvarům.
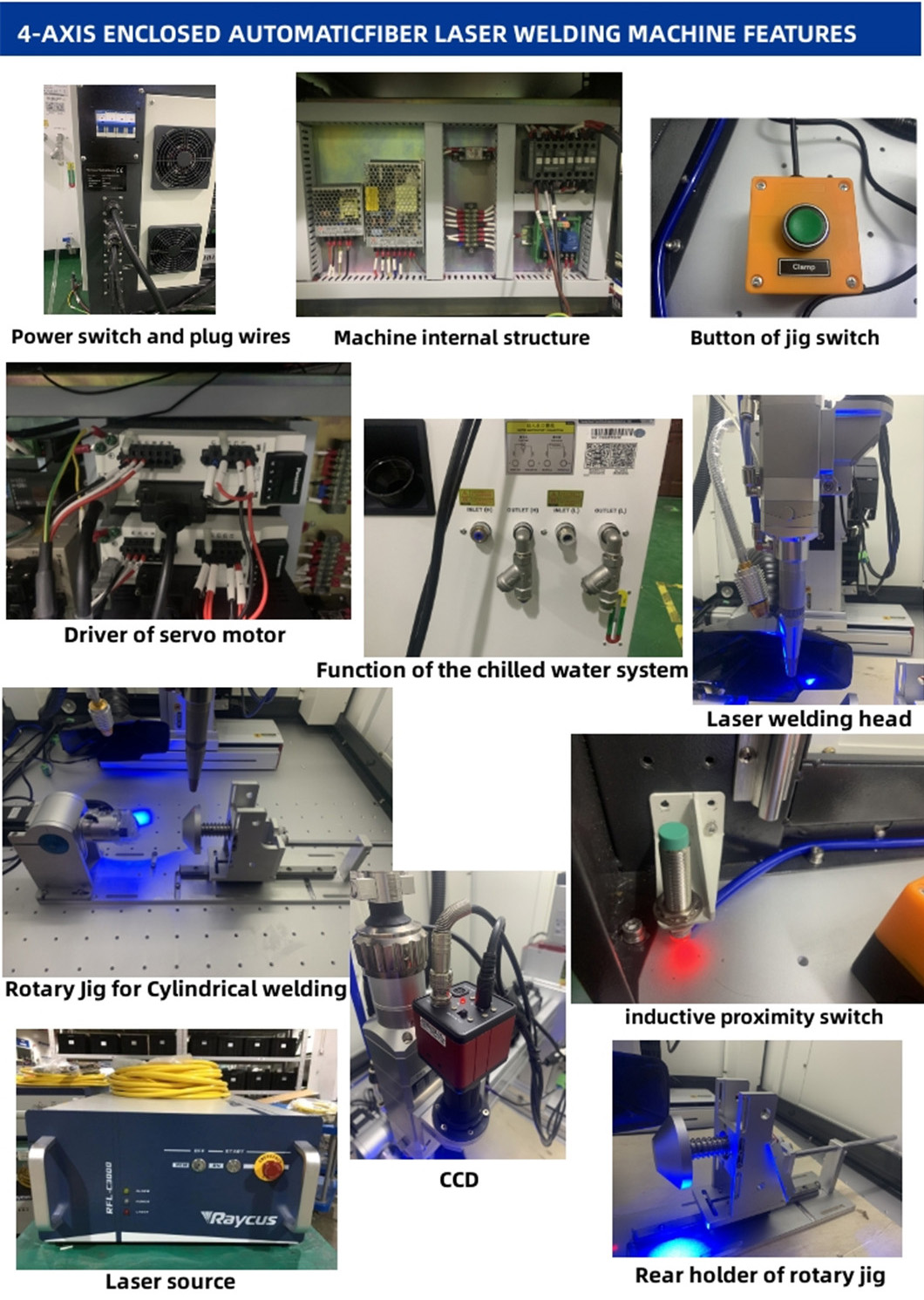
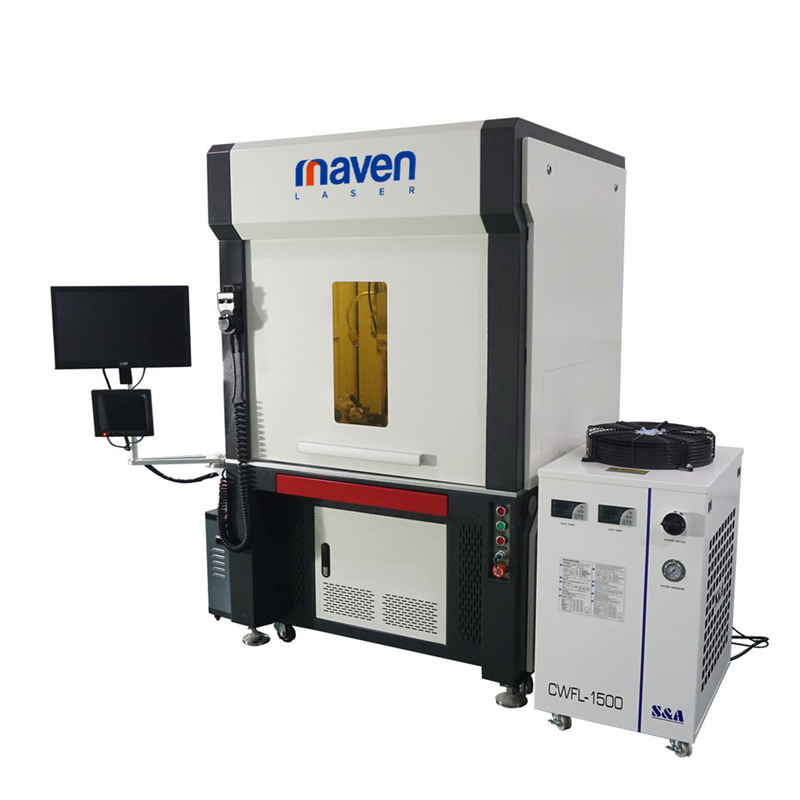
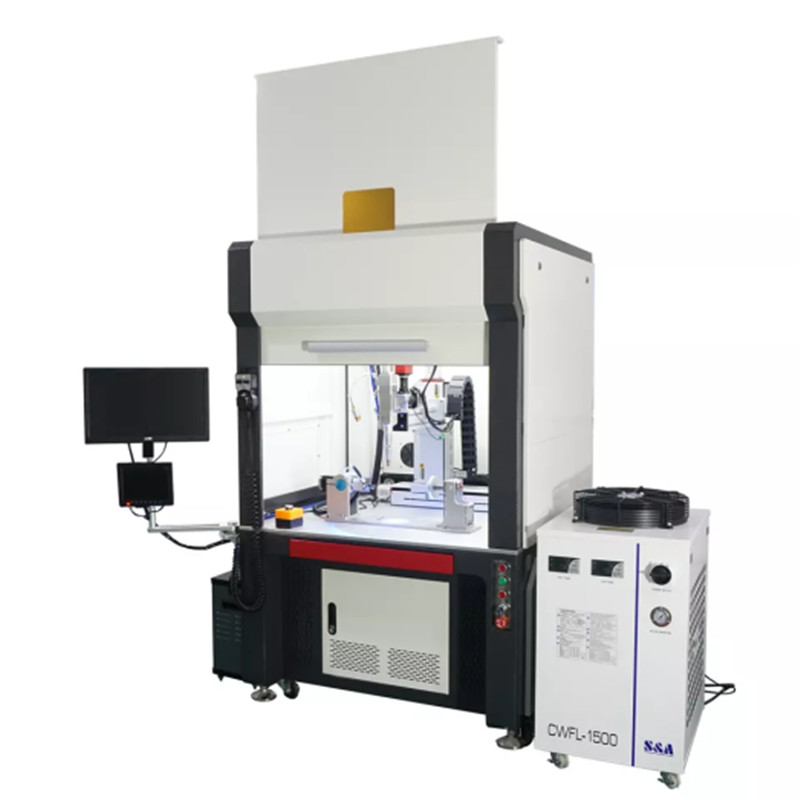
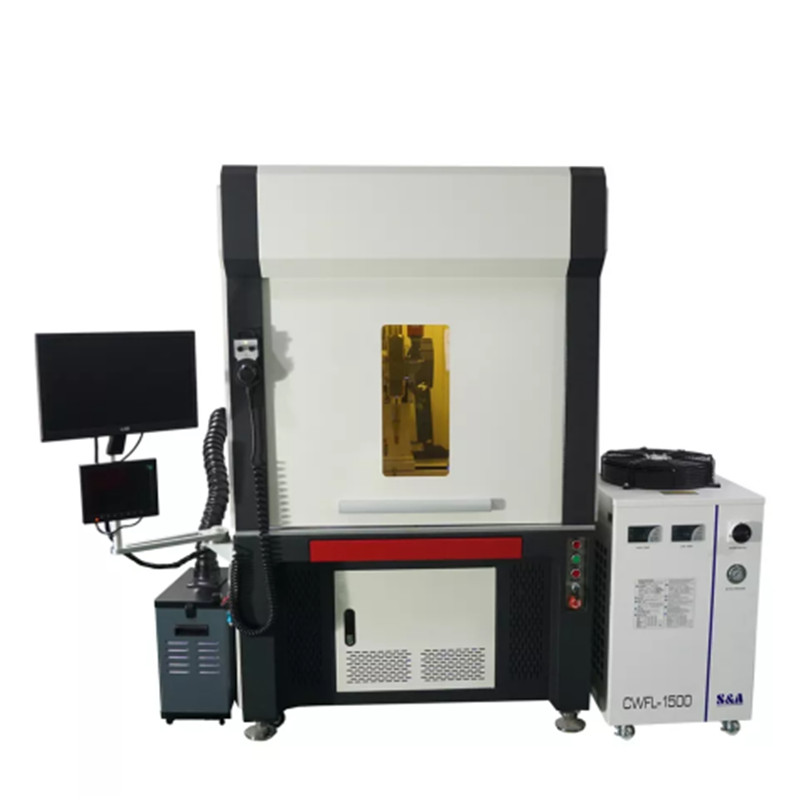
Součásti stroje jsou zobrazeny. Náš 4osý uzavřený automatický vláknový laserový svařovací stroj zahrnuje vypínač a zástrčkové kabely, tlačítko spínače přípravku, ponor servomotoru, funkci systému chlazené vody, rotační přípravek pro válcové svařování, laserový zdroj, CCD obrazovku, zadní držák rotačního přípravku, indukční bezdotykový spínač a laserovou svařovací hlavu.
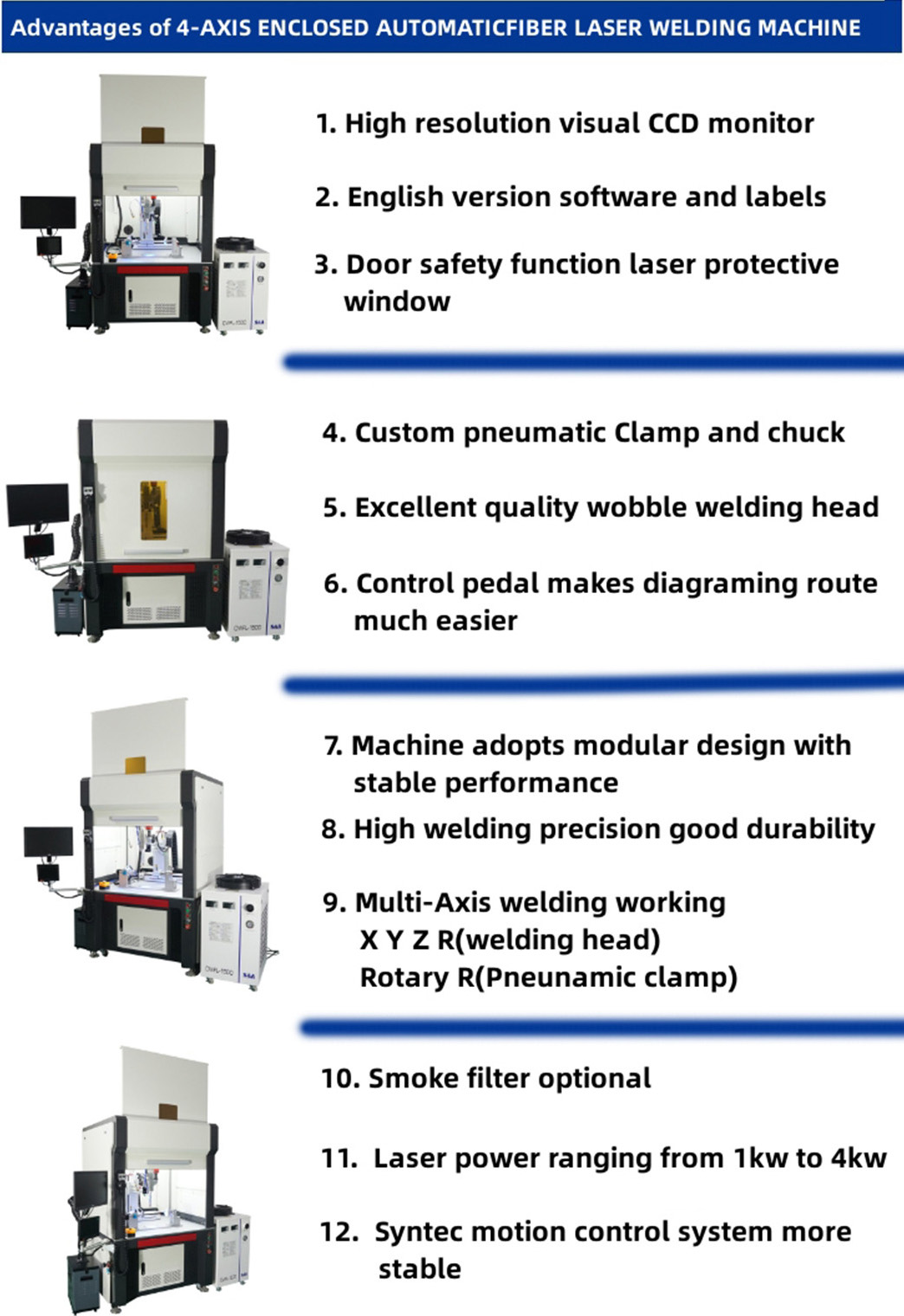

- CCD monitor s vysokým rozlišením
- Anglická verze softwaru a štítků
- Funkce zabezpečení dveří, laserové ochranné okénko
- Pneumatické upínače a sklíčidla na míru
- Vynikající kvalita kývavé svařovací hlavy
- Ovládací pedál výrazně usnadňuje vykreslování trasy

- Stroj využívá modulární konstrukci se stabilním výkonem
- Vysoká přesnost svařování, dobrá odolnost
- Víceosé svařování XYZR (svařovací hlava) Rotační R (pneumatická svorka)
Kouřový filtr volitelný
Výkon laseru v rozmezí od 1 kW do 4 kW
Systém řízení pohybu Syntec je stabilnější

Princip svařování vláknovým laserem
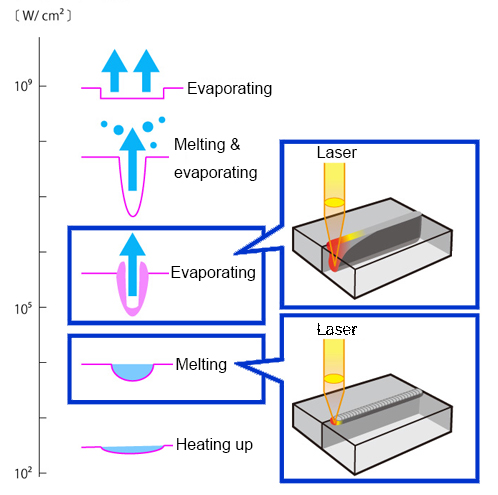
Různá hustota laserového paprsku má za následek různé typy laserového svařování.
Materiál: Hliník/nerezová ocel/uhlík
Odraz a jeho vlastní prosperita vedou k různým parametrům laserového svařování.
Šířka mezery: Šířka mezery by normálně měla být menší než 0,5 mm. Podavač drátu je nutný, pokud se hodnota pohybuje v rozmezí od 0,5 mm do 1,0 mm.
Hloubka taveniny: Obvykle menší než 3,0 mm, u silnějších materiálů se doporučuje oboustranné laserové svařování.
Kvalifikace pracovníků: Uživatelsky přívětivá a snadná
provozovat.
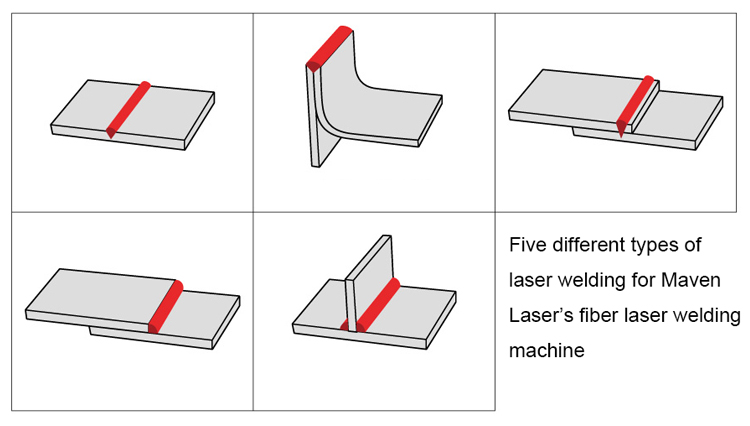
Vlastnosti a typy laserového svařování
Svařování s vysokými nároky. Hustota energie je vysoká a tepelný účinek je částečně malý, napětí způsobené teplem lze udržet nízké.
Snadný přenos vláknového laserového zdroje, který může zvýšit produktivitu
Je možné bezkontaktní, vysoce flexibilní svařování
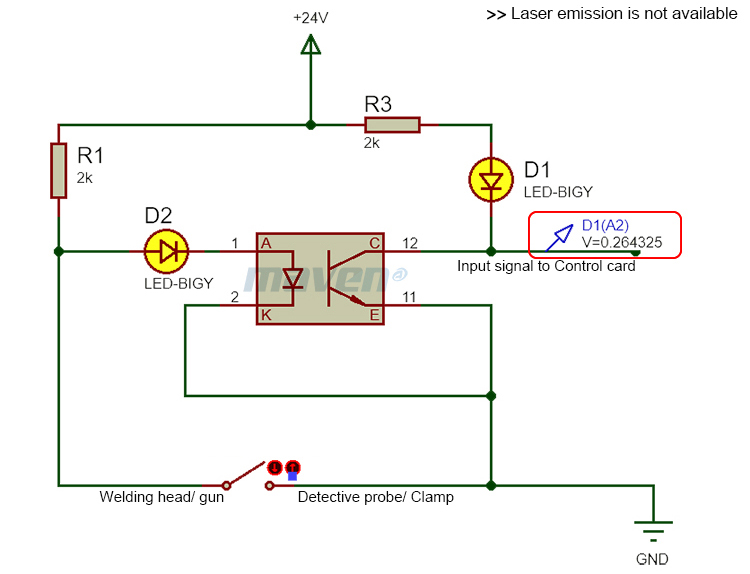
Laserové vyzařování není k dispozici
1. Svařovací hlava není připojena k detekční sondě, ať už přímo nebo ne.
2. Vstupní signál VDC je DC0V.
Laserové snímání není k dispozici
Automatický laserový svařovací systém má podobná pravidla pro bezpečnost používání laseru
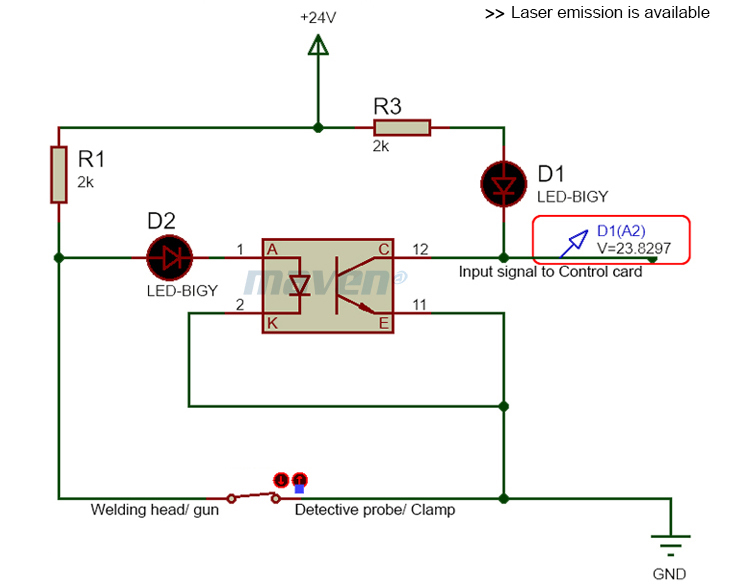
Dostupnost laserového vyzařování
Postavení
1. Svařovací hlava je připojena k detekční sondě, ať už přímo nebo ne.
2. Vstupní signál VDC je DC24V.
Výsledek
Laserové focení je nyní k dispozici
Poznámka:
Automatický laserový svařovací systém má podobná pravidla pro bezpečnost používání laseru
| Používání | Průmyslové svařování |
| Rozměry | 1200*1130*1650 mm |
| Značka laserového zdroje | Max, JPT, Raycus |
| Značka servomotoru | Panasonic |
| Použitelná odvětví | Hotely, Obchody s oděvy, Stavební materiály |
| Režim svařování | CW/Pulzní |
| Požadavek na svařovací mezeru | < 1 mm |
| Vstupní výkon | 380 V střídavého proudu |
| 4osý | XYZR (svařovací hlava) R (pneumatická svorka) |
| Max. výstupní výkon | 4000 W |
| Vlnová délka | 1064 nm |
| Značka řídicího systému | Syntec nebo vlastní vývoj |
| Záruka | 1,5 roku |
| Rozsah nastavení výkonu | 10 %–100 % |
| Tloušťka svaru | 0,2–6 mm |
| Relaxační | Chlazení vodou |
| Výkon stroje | ≤5000 W |
| Délka vlákna | 10 m nebo specifikováno |
| Materiál | Ochranný plyn | Tloušťka (mm) | 500 W | 1000 W | 1500 W |
| Hliník | N2/Ar | 1 | √ | √ | |
| 1.2 | √ | √ | |||
| 1,5 | √ | √ | |||
| 2 | √ | √ | |||
| 2,5 | √ | ||||
| Nerez | N2/Ar | 0,5 | √ | √ | √ |
| 0,8 | √ | √ | √ | ||
| 1 | √ | √ | √ | ||
| 1.2 | √ | √ | √ | ||
| 1,5 | √ | √ | √ | ||
| 2 | √ | √ | |||
| 2,5 | √ | √ | |||
| 3 | √ | ||||
| Uhlíková ocel | N2/Ar | 0,5 | √ | √ | √ |
| 0,8 | √ | √ | √ | ||
| 1 | √ | √ | √ | ||
| 1.2 | √ | √ | √ | ||
| 1,5 | √ | √ | √ | ||
| 2 | √ | √ | |||
| 2,5 | √ | √ | |||
| 3 | √ | ||||
| Pozinkovaný plech | N2/Ar | 0,5 | √ | √ | √ |
| 0,8 | √ | √ | √ | ||
| 1 | √ | √ | √ | ||
| 1.2 | √ | √ | √ | ||
| 1,5 | √ | √ | |||
| 2 | √ | √ | |||
| 2,5 | √ |