



Přestože ultrarychlé lasery existují již desítky let, jejich průmyslové aplikace v posledních dvou desetiletích prudce vzrostly. V roce 2019 tržní hodnota ultrarychlých laserů...laserový materiálzpracování činilo přibližně 460 milionů USD s průměrnou roční mírou růstu 13 %. Mezi oblasti použití, kde byly ultrarychlé lasery úspěšně použity ke zpracování průmyslových materiálů, patří výroba a opravy fotomasek v polovodičovém průmyslu, stejně jako řezání křemíkových kostek, řezání/rýsování skla a odstraňování ITO filmů (oxid india a cínu) ve spotřební elektronice, jako jsou mobilní telefony a tablety, texturování pístů pro automobilový průmysl, výroba koronárních stentů a výroba mikrofluidních zařízení pro lékařský průmysl.

01 Výroba a opravy fotomasek v polovodičovém průmyslu
Ultrarychlé lasery byly použity v jedné z prvních průmyslových aplikací ve zpracování materiálů. Společnost IBM v 90. letech 20. století informovala o aplikaci femtosekundové laserové ablace ve výrobě fotomasek. Ve srovnání s nanosekundovou laserovou ablací, která může způsobit rozstřik kovu a poškození skla, femtosekundové laserové masky nevykazují žádné rozstřiky kovu, poškození skla atd. Výhody. Tato metoda se používá k výrobě integrovaných obvodů (IO). Výroba čipu IO může vyžadovat až 30 masek a stát více než 100 000 dolarů. Femtosekundové laserové zpracování dokáže zpracovávat čáry a body pod 150 nm.
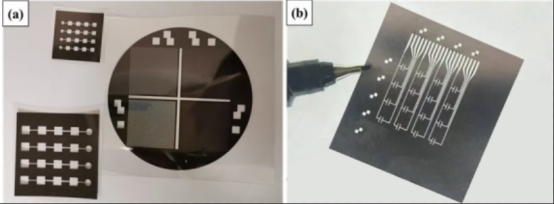
Obrázek 1. Výroba a oprava fotomasky
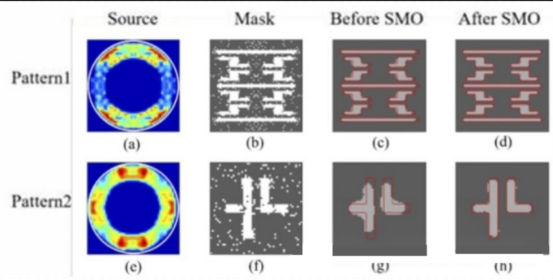
Obrázek 2. Výsledky optimalizace různých vzorů masek pro extrémní ultrafialovou litografii
02 Řezání křemíku v polovodičovém průmyslu
Řezání křemíkových destiček je standardní výrobní proces v polovodičovém průmyslu a obvykle se provádí mechanickým řezáním. Tyto řezné kotouče často vytvářejí mikrotrhliny a je obtížné řezat tenké (např. o tloušťce < 150 μm) destičky. Řezání křemíkových destiček laserem se v polovodičovém průmyslu používá již mnoho let, zejména pro tenké destičky (100–200 μm), a provádí se v několika krocích: laserové drážkování, následované mechanickým oddělením nebo nenápadným řezáním (tj. infračerveným laserovým paprskem uvnitř křemíkového rýhování) a následným mechanickým oddělením pásky. Nanosekundový pulzní laser dokáže zpracovat 15 destiček za hodinu a pikosekundový laser dokáže zpracovat 23 destiček za hodinu s vyšší kvalitou.
03 Řezání/rýsování skla v průmyslu spotřební elektroniky
Dotykové obrazovky a ochranná skla pro mobilní telefony a notebooky se ztenčují a některé geometrické tvary jsou zakřivené. To ztěžuje tradiční mechanické řezání. Typické lasery obvykle produkují špatnou kvalitu řezu, zejména když jsou tyto skleněné displeje naskládány ve 3–4 vrstvách a vrchní ochranné sklo o tloušťce 700 μm je tvrzené, které se může při lokálním namáhání zlomit. Ukázalo se, že ultrarychlé lasery dokáží tato skla řezat s lepší pevností hran. Pro řezání velkých plochých panelů lze femtosekundový laser zaostřit na zadní povrch skleněné tabule a poškrábat vnitřní stranu skla, aniž by se poškodil přední povrch. Sklo lze poté rozbít mechanickými nebo tepelnými prostředky podél rýhovaného vzoru.
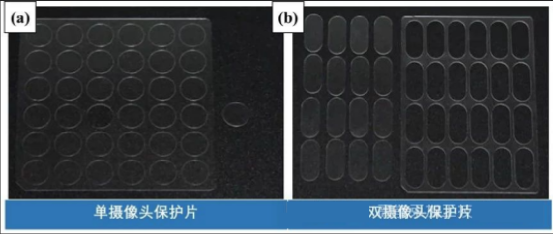
Obrázek 3. Pikosekundové ultrarychlé laserové řezání skla speciálního tvaru
04 Textury pístů v automobilovém průmyslu
Lehké automobilové motory se vyrábějí z hliníkových slitin, které nejsou tak odolné proti opotřebení jako litina. Studie zjistily, že femtosekundové laserové zpracování textur pístů automobilů může snížit tření až o 25 %, protože lze efektivně ukládat nečistoty a olej.

Obrázek 4. Femtosekundové laserové zpracování pístů automobilových motorů pro zlepšení výkonu motoru
05 Výroba koronárních stentů v lékařském průmyslu
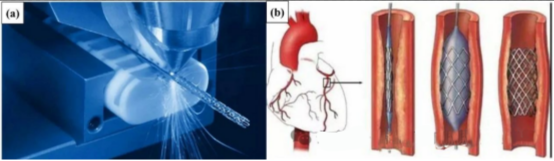
Miliony koronárních stentů se implantují do koronárních tepen těla, aby se otevřel kanál pro tok krve do jinak ucpaných cév, což každoročně zachraňuje miliony životů. Koronární stenty se obvykle vyrábějí z kovového drátěného pletiva (např. z nerezové oceli, slitiny nikl-titan s tvarovou pamětí nebo v poslední době ze slitiny kobalt-chrom) s šířkou příčky přibližně 100 μm. Ve srovnání s řezáním laserem s dlouhým pulzem jsou výhodami použití ultrarychlých laserů k řezání zámků vysoká kvalita řezu, lepší povrchová úprava a menší množství nečistot, což snižuje náklady na následné zpracování.
06 Výroba mikrofluidních zařízení pro lékařský průmysl
Mikrofluidní zařízení se běžně používají v lékařství k testování a diagnostice onemocnění. Obvykle se vyrábějí mikrovstřikováním jednotlivých dílů a následným spojením lepením nebo svařováním. Ultrarychlá laserová výroba mikrofluidních zařízení má výhodu v tom, že umožňuje vytváření 3D mikrokanálů v průhledných materiálech, jako je sklo, bez nutnosti spojování. Jednou z metod je ultrarychlá laserová výroba uvnitř objemového skla následovaná mokrým chemickým leptáním a další je femtosekundová laserová ablace uvnitř skla nebo plastu v destilované vodě za účelem odstranění nečistot. Dalším přístupem je obrábění kanálů do povrchu skla a jejich utěsnění skleněným krytem pomocí femtosekundového laserového svařování.
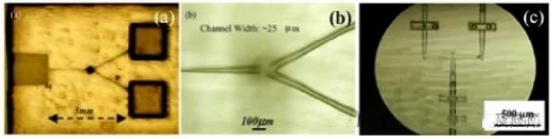
Obrázek 6. Selektivní leptání indukované femtosekundovým laserem pro přípravu mikrofluidních kanálů uvnitř skleněných materiálů
07 Mikrovrtání trysky vstřikovače
Obrábění mikrootvorů femtosekundovým laserem nahradilo mikro-EDM u mnoha společností na trhu s vysokotlakými injektory díky větší flexibilitě při změně profilů průtokových otvorů a kratším obráběcím časům. Schopnost automaticky řídit polohu zaostření a náklon paprsku pomocí precesní skenovací hlavy vedla k návrhu profilů otvorů (např. soudkovitý, rozšířený, konvergenční, divergence), které mohou podpořit atomizaci nebo penetraci ve spalovací komoře. Doba vrtání závisí na objemu ablace, s tloušťkou vrtáku 0,2–0,5 mm a průměrem otvoru 0,12–0,25 mm, což činí tuto techniku desetkrát rychlejší než mikro-EDM. Mikrovrtání se provádí ve třech fázích, včetně hrubování a dokončování průchozích pilotních otvorů. Argon se používá jako pomocný plyn k ochraně vrtu před oxidací a k ochraně finální plazmy během počátečních fází.
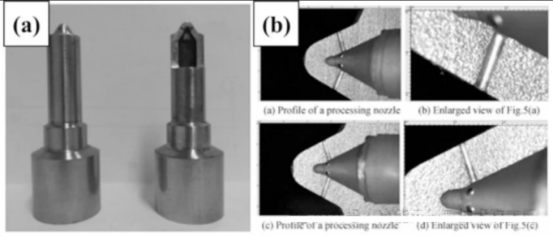
Obrázek 7. Vysoce přesné obrábění invertovaného kuželového otvoru pro vstřikovač dieselového motoru pomocí femtosekundového laseru
08 Ultrarychlé laserové texturování
V posledních letech se oblast mikroobrábění postupně stala středem zájmu výzkumníků s cílem zlepšit přesnost obrábění, snížit poškození materiálu a zvýšit efektivitu zpracování. Ultrarychlý laser má různé výhody zpracování, jako je nízké poškození a vysoká přesnost, což se stalo cílem podpory rozvoje technologií zpracování. Zároveň ultrarychlé lasery mohou působit na různé materiály a laserové zpracování poškození materiálu je také hlavním směrem výzkumu. Ultrarychlý laser se používá k ablaci materiálů. Pokud je hustota energie laseru vyšší než ablační práh materiálu, povrch ablatovaného materiálu vykazuje mikro-nano strukturu s určitými vlastnostmi. Výzkum ukazuje, že tato speciální povrchová struktura je běžným jevem, který se vyskytuje při laserovém zpracování materiálů. Příprava povrchových mikro-nano struktur může zlepšit vlastnosti samotného materiálu a také umožnit vývoj nových materiálů. Díky tomu je příprava povrchových mikro-nano struktur ultrarychlým laserem technickou metodou s důležitým vývojovým významem. V současné době může výzkum ultrarychlého laserového texturování povrchu kovových materiálů zlepšit smáčecí vlastnosti kovových povrchů, zlepšit tření a odolnost proti opotřebení, zvýšit adhezi povlaků a směrovou proliferaci a adhezi buněk.
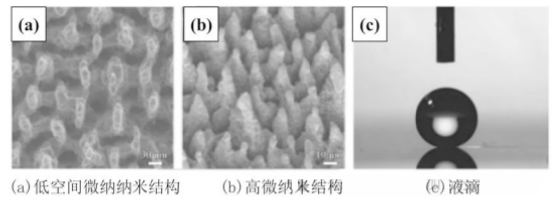
Obrázek 8. Superhydrofobní vlastnosti laserem připraveného křemíkového povrchu
Jakožto špičková technologie zpracování se ultrarychlé laserové zpracování vyznačuje malou tepelně ovlivněnou zónou, nelineárním procesem interakce s materiály a zpracováním s vysokým rozlišením za hranicí difrakce. Dokáže realizovat vysoce kvalitní a přesné mikro-nano zpracování různých materiálů a výrobu trojrozměrných mikro-nano struktur. Dosažení laserové výroby speciálních materiálů, komplexních struktur a speciálních zařízení otevírá nové možnosti pro mikro-nano výrobu. V současné době se femtosekundový laser široce používá v mnoha špičkových vědeckých oblastech: femtosekundový laser lze použít k přípravě různých optických zařízení, jako jsou mikročočkové pole, bionické složené oči, optické vlnovody a metasvrchové materiály; díky své vysoké přesnosti, vysokému rozlišení a trojrozměrným možnostem zpracování může femtosekundový laser připravovat nebo integrovat mikrofluidní a optofluidní čipy, jako jsou komponenty mikroohřívačů a trojrozměrné mikrofluidní kanály; Kromě toho dokáže femtosekundový laser připravovat různé typy povrchových mikro-nanostruktur pro dosažení antireflexních, antireflexních, superhydrofobních, protinámrazových a dalších funkcí; femtosekundový laser se navíc uplatňuje i v oblasti biomedicíny a vykazuje vynikající výkon v oblastech, jako jsou biologické mikro-stenty, substráty pro buněčné kultury a biologické mikroskopické zobrazování. Široké možnosti použití. V současné době se oblasti použití femtosekundového laseru rok od roku rozšiřují. Kromě výše zmíněné mikrooptiky, mikrofluidiky, multifunkčních mikro-nanostruktur a aplikací v biomedicínském inženýrství hraje také obrovskou roli v některých nově vznikajících oblastech, jako je příprava metasvrchů, výroba mikro-nano a vícerozměrné optické ukládání informací atd.
Čas zveřejnění: 17. dubna 2024











