



01 Co je tosvařovaný spoj
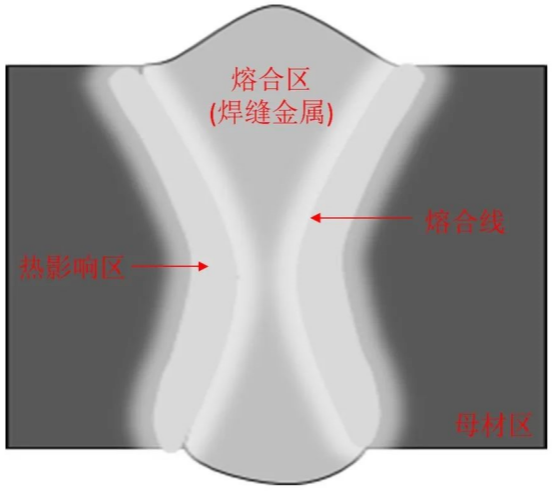
Svařovaný spoj označuje spoj, kde jsou dva nebo více obrobků spojeny svařováním. Svařovaný spoj tavným svařováním vzniká lokálním ohřevem z vysokoteplotního zdroje tepla. Svařovaný spoj se skládá ze svarové zóny (svarové zóny), svarové linie, tepelně ovlivněné zóny a zóny základního kovu, jak je znázorněno na obrázku.
02 Co je to tupý spoj
Běžně používaná svařovací struktura je spoj, kde jsou dva propojené díly svařeny ve stejné rovině nebo oblouku ve střední rovině spoje. Charakteristickým znakem je rovnoměrné prohřívání, rovnoměrná síla a snadné zajištění kvality svařování.
03 Co je tosvařovací drážka
Aby se zajistila provaření a kvalita svarových spojů a snížila se deformace při svařování, spoje svařovaných dílů se před svařováním obvykle předběžně tvarují do různých tvarů. Různé svařovací drážky jsou vhodné pro různé metody svařování a tloušťky svarů. Mezi běžné tvary drážek patří: tvar I, tvar V, tvar U, jednostranný tvar V atd., jak je znázorněno na obrázku.
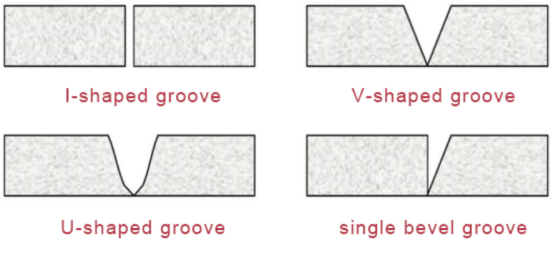
Běžné drážkové tvary tupých spojů
04 Vliv tvaru drážky tupého spoje naLaserové obloukové svařování kompozitních materiálů
S rostoucí tloušťkou svařovaného obrobku se dosažení jednostranného svařování a oboustranného tváření středně silných a tlustých plechů (výkon laseru <10 kW) často stává složitějším. Obvykle je třeba použít různé svařovací strategie, jako je návrh vhodných tvarů drážek nebo rezervace určitých spojovacích mezer, aby se dosáhlo svařování středně silných a tlustých plechů. Při skutečném výrobním svařování však rezervace spojovacích mezer zvyšuje obtížnost svařovacích přípravků. Proto se návrh drážky stává během svařovacího procesu klíčovým. Pokud není návrh drážky vhodný, bude to nepříznivě ovlivněno stabilitou a účinností svařování a také se zvyšuje riziko vad svařování.
(1) Tvar drážky přímo ovlivňuje kvalitu svarového švu. Vhodný design drážky může zajistit, že kov svařovacího drátu je zcela vyplněn ve svarovém švu, čímž se snižuje výskyt vad svařování.
(2) Geometrický tvar drážky ovlivňuje způsob přenosu tepla, což umožňuje jeho lepší vedení, rovnoměrnější ohřev a chlazení a pomáhá předcházet tepelné deformaci a zbytkovému napětí.
(3) Tvar drážky ovlivní morfologii průřezu svarového švu a povede k tomu, že morfologie průřezu svarového švu bude více odpovídat specifickým požadavkům, jako je hloubka a šířka provaru.
(4) Vhodný tvar drážky může zlepšit stabilitu svařování a snížit nestabilní jevy během svařovacího procesu, jako je rozstřikování a vady podřezání.
Jak je znázorněno na obrázku 3, vědci zjistili, že laserové obloukové kompozitní svařování (výkon laseru 4 kW) umožňuje vyplnit drážku ve dvou vrstvách a dvou vrstvách, což efektivně zlepšuje účinnost svařování. Bezvadného svařování 20 mm silného MnDR bylo dosaženo pomocí třívrstvého laserového obloukového kompozitního svařování (výkon laseru 6 kW). Laserové obloukové kompozitní svařování bylo použito ke svařování 30 mm silné nízkouhlíkové oceli ve více vrstvách a vrstvách a morfologie průřezu svarového spoje byla stabilní a dobrá. Vědci dále zjistili, že šířka obdélníkových drážek a úhel drážek ve tvaru Y mají významný vliv na efekt prostorového omezení. Pokud je šířka obdélníkové drážky...≤4 mm a úhel drážky ve tvaru Y je≤60 °, morfologie průřezu svarového švu ukazuje centrální trhliny a zářezy na bočních stěnách, jak je znázorněno na obrázku.
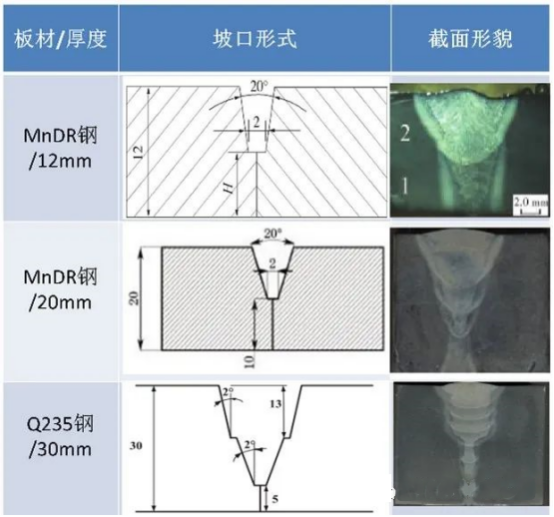
Vliv tvaru drážky na morfologii průřezu svarů
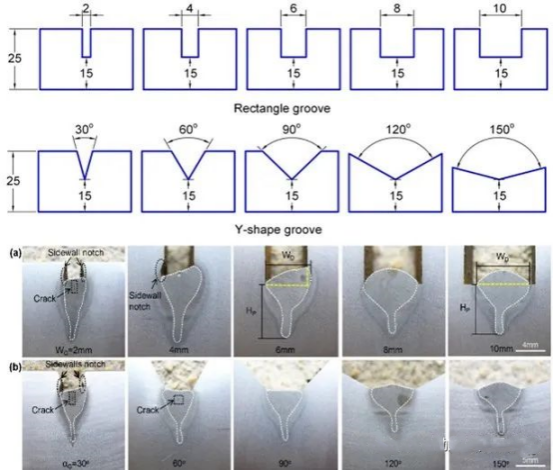
Vliv šířky a úhlu drážky na morfologii průřezu svarů
05 Shrnutí
Volba tvaru drážky musí komplexně zohlednit požadavky svařovacího úkolu, vlastnosti materiálu a vlastnosti procesu laserového obloukového svařování kompozitních materiálů. Správný návrh drážky může zlepšit účinnost svařování a snížit riziko vad svařování. Proto je výběr a návrh tvaru drážky klíčovým faktorem před laserovým obloukovým svařováním kompozitních materiálů středních a tlustých plechů.
Čas zveřejnění: 8. listopadu 2023











