



Hybridní svařování laserovým obloukemg je metoda laserového svařování, která kombinuje laserový paprsek a oblouk. Kombinace laserového paprsku a oblouku plně demonstruje významné zlepšení rychlosti svařování, hloubky průvaru a stability procesu. Od konce 80. let 20. století neustálý vývoj vysoce výkonných laserů podporuje rozvoj technologie hybridního svařování laserovým obloukem. Problémy, jako je tloušťka materiálu, odrazivost materiálu a schopnost překlenout mezery, již nepředstavují překážku pro technologii svařování. Tato metoda se úspěšně používá při svařování středně silných materiálových dílů.
Technologie hybridního svařování laserovým obloukem
V procesu hybridního svařování laserovým obloukem interagují laserový paprsek a oblouk ve společné tavenině a vytvářejí úzké a hluboké svary, čímž se zvyšuje produktivita, jak je znázorněno na obrázku 1.
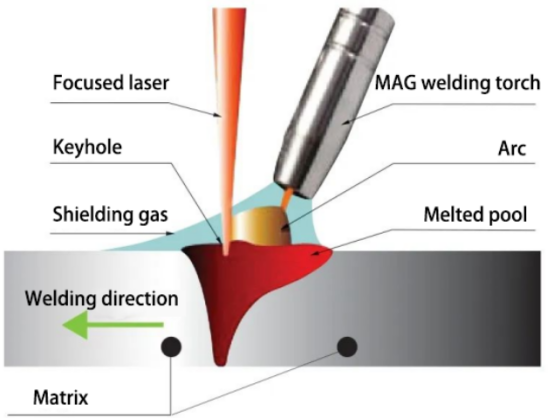
Obrázek 1 Schéma procesu hybridního svařování laserovým obloukem
Základní principy hybridního svařování laserovým obloukem
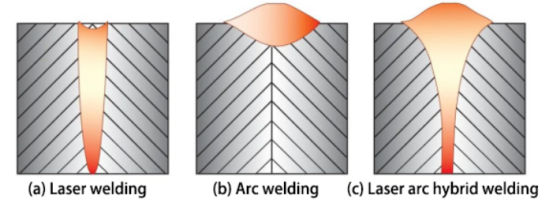
Laserové svařování je známé svou velmi úzkou tepelně ovlivněnou zónou a jeho laserový paprsek může být zaostřen na malou plochu pro vytvoření úzkých a hlubokých svarů, což umožňuje dosáhnout vyšších rychlostí svařování, čímž se snižuje přívod tepla a snižuje se riziko tepelné deformace svařovaných dílů. Laserové svařování má však špatnou schopnost překlenout mezery, takže je vyžadována vysoká přesnost při montáži obrobků a přípravě hran. Laserové svařování je velmi obtížné pro svařování materiálů s vysokou odrazivostí, jako je hliník, měď a zlato. Naproti tomu proces obloukového svařování má vynikající schopnost překlenout mezery, vysokou elektrickou účinnost a dokáže účinně svařovat materiály s vysokou odrazivostí. Nízká hustota energie během obloukového svařování však zpomaluje proces svařování, což vede k velkému přívodu tepla do svařovací oblasti a způsobuje tepelnou deformaci svařovaných dílů. Proto se pro hluboké provařování používá vysoce výkonný laserový paprsek a synergie oblouku s vysokou energetickou účinností, jehož hybridní efekt vyrovnává nedostatky procesu a doplňuje jeho výhody, jak je znázorněno na obrázku 2.
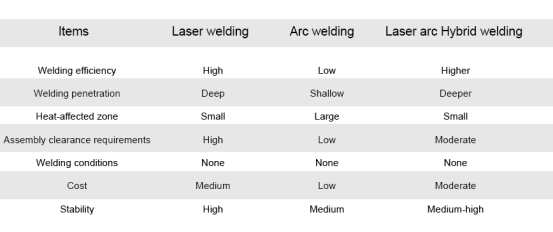
Nevýhodami laserového svařování jsou špatná schopnost překlenutí spár a vysoké požadavky na montáž obrobku; nevýhodami obloukového svařování jsou nízká hustota energie a malá hloubka tavení při svařování silných plechů, což generuje velké množství tepla v oblasti svařování a způsobuje tepelnou deformaci svařovaných dílů. Kombinace těchto dvou faktorů se může vzájemně ovlivňovat a podporovat a kompenzovat nedostatky svařovacího procesu toho druhého, čímž se plně projeví výhody laserového hlubokého tavení a krytí obloukovým svařováním a dosáhne se výhod malého tepelného příkonu, malé deformace svaru, vysoké rychlosti svařování a vysoké pevnosti svařování, jak je znázorněno na obrázku 3. Porovnání účinků laserového svařování, obloukového svařování a hybridního svařování laserovým obloukem na středně silné a silné plechy je uvedeno v tabulce 1.
Tabulka 1 Porovnání svařovacích účinků středních a tlustých plechů
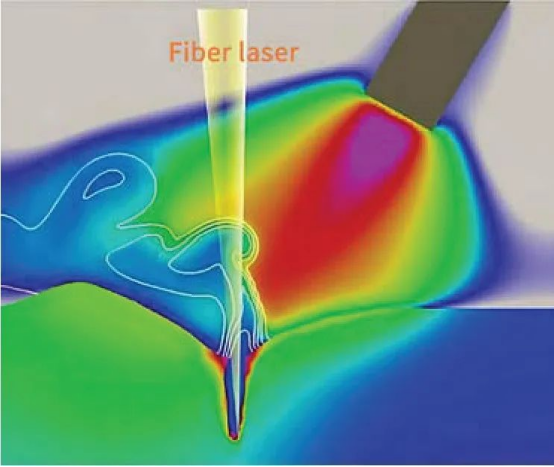
Obrázek 3 Schéma procesu hybridního svařování laserovým obloukem
Pouzdro pro hybridní svařování Mavenlaser Arc
Zařízení pro hybridní svařování Mavenlaser se skládá hlavně zRobotické rameno, laser, chladič, asvařovací hlava, zdroj energie pro obloukové svařování atd., jak je znázorněno na obrázku 4.

Oblasti použití a vývojové trendy hybridního svařování laserovým obloukem
Oblasti použití
S rozvojem vysoce výkonné laserové technologie se hybridní svařování laserovým obloukem široce používá v různých oblastech. Má výhody vysoké účinnosti svařování, vysoké tolerance mezer a hlubokého provaření svaru. Je to preferovaná metoda svařování pro střední a silné plechy. Je to také metoda svařování, která může nahradit tradiční svařování v oblasti výroby velkých zařízení. Je široce používána v průmyslových oblastech, jako jsou strojírenství, mosty, kontejnery, potrubí, lodě, ocelové konstrukce a těžký průmysl.

Čas zveřejnění: 7. června 2024











