



Encyklopedie znalostí o svařování: Stručná diskuse o klasifikaci
a svařovací procesy laserového svařování
V průmyslové výrobě se laserové svařování již dlouho používá v oblasti letectví a kosmonautiky,vysoce přesné svařování, a svařování speciálních materiálů. S rozvojem průmyslu a pokrokem technologií se laserové svařování stále častěji používá i při svařování běžných materiálů. Dnes si probereme klasifikaci laserového svařování. Laserové svařování je efektivní a přesná metoda svařování, která využívá laserový paprsek s vysokou hustotou energie jako zdroj tepla ke spojování materiálů. Má mnoho výhod, jako je vysoká rychlost svařování, malá deformace, nízké požadavky na svařovací prostředí, vysoká hustota výkonu, žádný vliv magnetických polí, žádná omezení vodivých materiálů, žádná potřeba vakuových pracovních podmínek a žádná rentgenová tvorba během svařovacího procesu.
Laserové svařování lze klasifikovat z různých hledisek:
- Klasifikace podle režimu laserového výstupu:
- Kontinuální laserové svařování: Během svařovacího procesu se vytváří kontinuální a nepřerušovaný tvar svaru.
- Pulzní laserové svařováníProtože je vstup energie na povrch svařovaného dílu přerušovaný, každý pulzní světelný bod působí na povrch svařovaného obrobku a vytváří kruhový svarový bod. Podle různých parametrů laseru lze dosáhnout různých tvarů svarů.
- Klasifikace podle hustoty výkonu zaostřeného laserového bodu:
- Laserové svařování tepelnou vodivostí: Hustota výkonu je relativně nízká, obvykle menší než 10⁵ W/cm². Laser přenáší energii na povrch svařovaného obrobku a zahřívá kovový povrch na teplotu mezi bodem tání a bodem varu. Teplo se přenáší do vnitřku kovu vedením tepla a vytváří svar, který je podobný wolframovému inertnímu spoji.svařování plynem (TIG).
- Laserové svařování s hloubkovou penetrací (svařování klíčovou dírkou): Pokud je hustota laserového výkonu působícího na kovový povrch větší než 10⁵ W/cm², působí vysoce výkonný laserový paprsek na povrch kovového materiálu, což způsobuje lokální tavení a vytváření „klíčové dírky“. Laserový paprsek proniká do vnitřku roztavené lázně „klíčovou dírkou“ a vytváří svar.
- Klasifikace podle režimu řízení:
- Ruční laserový svařovací stroj
- Automatický laserový svařovací stroj
- Laserový svařovací stroj Galvo
- Klasifikace podle typu laseru:
- YAG laserový svařovací stroj
- Polovodičový laserový svařovací stroj
- Vláknový laserový svařovací stroj
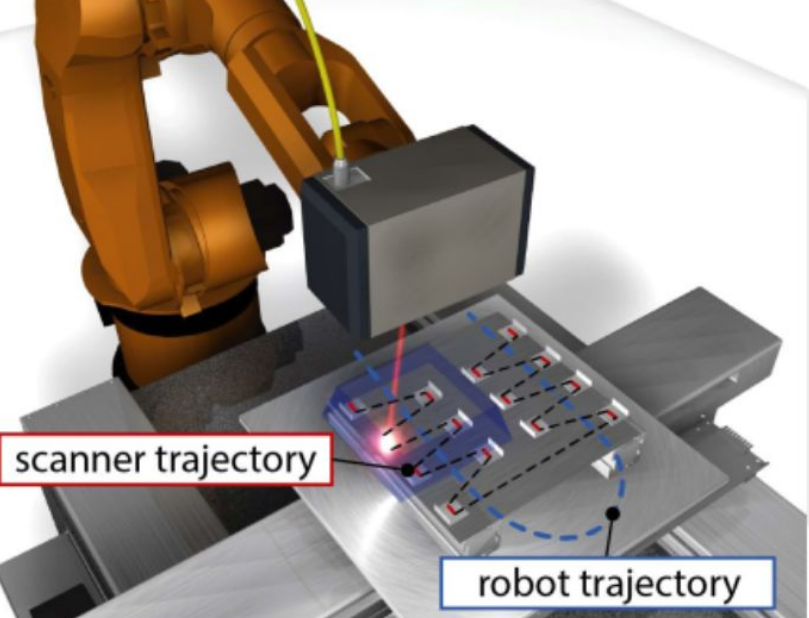
1. Svařování letícím laserem
Svařování letícím laserem kombinuje výhody dálkového svařování, galvanometrů a manipulátorů a je vybaveno profesionálním softwarem pro zpracování grafiky pro dosažení okamžitého svařování s více trajektoriemi v trojrozměrném prostoru.
Hlavní aplikace:
Používá se na výrobky, jako jsou karoserie automobilů, sedadla a běžné automobilové díly. Co se týče materiálů, lze jej použít pro různé běžné materiály, jako jsou ocelové plechy, plechy válcované za studena a hliníkové slitiny, stejně jako kompozitní materiály a slitiny, jako jsou slitiny hořčíku a hliníku.
★ Výhody:
- Kompatibilní s jakýmkoli tvarem svaru
- Vhodné pro jakýkoli směr svařování
- Uživatelsky definované rozložení svarů/bodů
- Optimalizované rozložení napětí
- Schopný vysokorychlostního bodového svařování, švového svařování, přeplátovaného svařování, tupého svařování, koutového svařování a přeplátovaného svařování
- Synchronizace v reálném čase mezi svařovací hlavou a robotem pro urychlení procesu laserového svařování
- Menší potřeba podlahové plochy
- Nižší náklady na údržbu a logistiku
2. Spirálové laserové svařování
Jedná se o laserovou svařovací metodu s dvojitou klínovou laserovou oscilací, která je realizována speciálním kývavým modulem na svařovací hlavě. Ten umožňuje zaostřenému světelnému bodu vytvářet spirálový svar, zatímco se svařovací hlava pohybuje.
Hlavní aplikace:
Svařování pantů, výměníky tepla, trubkové výměníky tepla, svařování tlustých trubek v ropném a plynárenském průmyslu, svařování přírub a svařování hliníkových slitin atd.
★ Výhody:
- Širší svar
- Extrémně vysoká opakovatelnost zpracování/stabilita procesu
- Lepší tvorba svaru
- Jednodušší následné zpracování a hladší povrch svařovaného obrobku
- Vynikající svařovací schopnost hliníkových slitin
3. Laserové pájení
Laserové pájení je metoda, která používá přídavný kov s bodem tání nižším než je bod tání základního kovu. Pájecí přídavný kov se zahřeje na teplotu vyšší než je jeho bod tání, ale nižší než je teplota tání základního kovu. Tekutý pájecí přídavný kov smáčí základní kov, vyplňuje spáru a difunduje do základního kovu, čímž dochází k vytvoření spojení svařovaných částí.
Hlavní aplikace:
Svařování hliníkových konstrukcí rámu karoserie, jako je spojení mezi střechou a boční stěnou a dveřmi.
★ Výhody:
- Snižuje vady čistého laserového svařování, jako jsou póry, praskliny a nadměrné mezery v lícování výrobků
- Zlepšuje pevnost svaru a dosahuje perfektní svarové housenky
- Během pájení se taví pouze přídavný kov pro pájení, zatímco základní kov nikoli
- Malá deformace pájených spojů, hladký a estetický vzhled, vhodné pro přesné svařování složitých součástí z různých materiálů
- Malá tepelně ovlivněná zóna a vysoká pevnost v tlaku
4. Svařování laserovým drátem
Svařování laserovým drátem je metoda, která používá přídavný kov ze stejného nebo podobného materiálu jako základní kov. Základní kov a pájecí přídavný kov se roztaví a poté ztuhnou za vzniku svaru.
Hlavní aplikace:
Svařování celých konstrukčních částí karoserie vozidel a automobilových dílů.
★ Výhody:
- Snižuje vady čistého laserového svařování, jako jsou póry a praskliny
- Zlepšuje míru kvalifikace svařovaných výrobků a umožňuje mírně větší mezery mezi svařovanými výrobky
- Základní kov se během svařování taví a pevnost svaru je vyšší než u základního kovu.
5. Oscilační pájení
Prostřednictvím ALO3 integruje funkce tvarování paprsku a sledování svaru do stejného zařízení. Přídavný drát lze použít jako mechanický senzor.
Hlavní aplikace:
Laserové pájení bílých karoserií, zejména včetně pájení střešních krytů a víka zavazadlového prostoru, a také pájení automobilových dílů. Kolísání dílů a chyby v upevnění často výrazně zvyšují obtížnost laserového pájení, což vede k extrémně obtížnému ladění procesu laserového svařování. Oscilační pájení však dokáže efektivně upravovat vlastní směr svařování. Díky funkcím sledování svaru a automatické kompenzace ohniskové vzdálenosti umožňuje snadné vedení a zaostřování laserového paprsku, realizaci změn směru, vysokou automatizaci, vysokou rychlost svařování a vysokou účinnost, čímž se zachovává kvalita svařování.
★ Výhody:
- Sledování svaru pro určení trajektorie svaru obrobku v reálném čase
- Adaptivní nastavení trajektorie svařování ve třech směrech XYZ podle různých odchylek obrobku pro dosažení dobré kvality svařování
- Zlepšuje konzistenci svařování produktů
6. Tříbodové pájení
K čočce je přidán dvoubodový modul. Během svařování rozděluje tříbodový modul v pájecí optice jeden paprsek do tří paprsků, což poskytuje řešení pro pájení žárově pozinkovaných ocelových plechů a umožňuje dosáhnout ploššího svaru bez praskání.
Hlavní aplikace:
Pájení bílých karoserií z hliníkových slitin, laserové pájení střešních krytů a víka zavazadlového prostoru a pájení automobilových dílů atd.
★ Výhody:
- Stabilnější a spolehlivější proces pájení
- Vyšší rychlost
- Vyšší pevnost
- Lepší vzhled svarů žárově pozinkovaných plechů
- Proces čištění online
- Dynamické nastavení energie
7. Vícevlnové hybridní svařování
Hybridní svařování s více vlnovými délkamije inovativní svařovací proces, který společnost Lianying Laser vyvinula. Překrývá dva laserové paprsky s různými vlnovými délkami, čímž se osy obou paprsků v prostoru shodují. Laser s hlavní vlnovou délkou se používá hlavně pro svařování, zatímco laser se sekundární vlnovou délkou se používá hlavně k předehřívání svařovacího drátu a základního kovu, čímž se snižuje rychlost ochlazování roztaveného kovu ve svařovací lázni. Je vhodný zejména pro hliníkové slitiny, slitiny hořčíku, slitiny mědi atd.
★ Výhody:
- Snižuje obsah pórů
- Zvyšuje stabilitu svarové housenky a účinnost svařování
- Účinně uvolňuje tepelné namáhání, snižuje trhliny, zlepšuje pevnost svarů a dosahuje svarových housenek s relativně jednotným vzhledem.
Závěrem lze říci, že v současné době v laserovém průmyslu jako celku zaujímají zahraniční technologie a zařízení stále vedoucí postavení. Jsou komplexně pokročilé ve všech aspektech, od laserových hostitelů a optických procesních hlav až po pomocná zařízení, jako jsou chladiče, měřiče výkonu, monitorování během svařování, kontrola po svařování a kalibrátory TCP. Domácí podniky vynakládají veškeré úsilí, aby dohnaly zpoždění. V oblasti aplikací laserového svařování se však Čína relativně přiblížila mezinárodní pokročilé úrovni a objevila se řada vysoce kvalitních podniků, které dosahují vynikajících výsledků.
Čas zveřejnění: 5. září 2025











