



01 Hybridní svařování laserem a obloukem tlustých plechů
Svařování tlustých plechů (tloušťka ≥ 20 mm) hraje klíčovou roli při výrobě velkých zařízení v důležitých oblastech, jako je letecký a kosmický průmysl, navigace a stavba lodí, železniční doprava atd. Tyto součásti se obvykle vyznačují velkou tloušťkou, složitými tvary spojů a složitým provozním prostředím. Kvalita svařování má přímý vliv na výkon a životnost zařízení. Vzhledem k nízké rychlosti svařování a vážným problémům s rozstřikem čelí tradiční metoda svařování v ochranné atmosféře plynu výzvám, jako je nízká účinnost svařování, vysoká spotřeba energie a velké zbytkové napětí, což ztěžuje splnění stále rostoucích výrobních požadavků. Technologie laserového obloukového hybridního svařování se však od tradiční svařovací technologie liší. Úspěšně kombinuje výhodylaserové svařovánía obloukové svařování a vyznačuje se velkou hloubkou průvaru, vysokou rychlostí svařování, vysokou účinností a lepší kvalitou svaru, jak je znázorněno na obrázku 1. Tato technologie proto přitahuje širokou pozornost a začala se používat v některých klíčových oblastech.
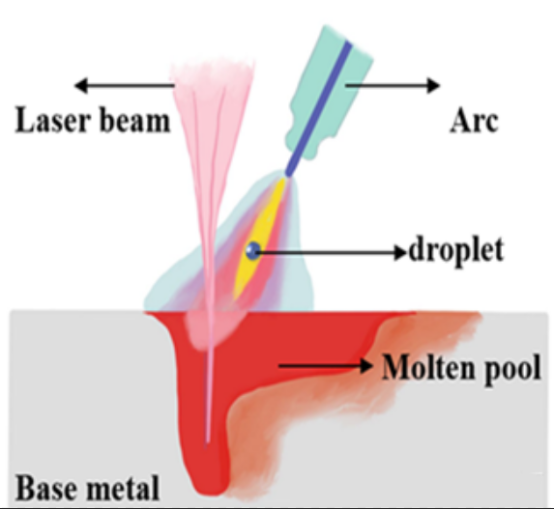
Obrázek 1 Princip hybridního svařování laserovým obloukem
02Výzkum hybridního svařování tlustých plechů laserovým obloukem
Norský institut průmyslových technologií a Technická univerzita v Lule ve Švédsku studovaly strukturální uniformitu kompozitních svarových spojů při výkonu 15 kW pro 45 mm silnou mikrolegovanou vysokopevnostní nízkolegovanou ocel. Univerzita v Ósace a Egyptský centrální metalurgický výzkumný ústav použily 20kW vláknový laser k výzkumu jednoprůchodového hybridního svařování tlustých plechů (25 mm) pomocí spodní vložky k řešení problému spodního hrbolu. Dánská společnost Force Technology Company použila dva 16kW diskové lasery zapojené v sérii k výzkumu hybridního svařování 40 mm silných ocelových plechů s výkonem 32 kW, což naznačuje, že se očekává použití vysoce výkonného laserového obloukového svařování při svařování paty věží větrných elektráren na moři, jak je znázorněno na obrázku 2. Společnost Harbin Welding Co., Ltd. je první v zemi, která zvládla základní technologii a technologii integrace zařízení pro vysoce výkonné hybridní svařování laserem s tavící elektrodou v tuhých materiálech. Je to poprvé, co se v mé zemi podařilo úspěšně aplikovat vysoce výkonnou technologii hybridního svařování laserem s tavící elektrodou v tuhých materiálech a zařízení na špičková zařízení. výrobní.
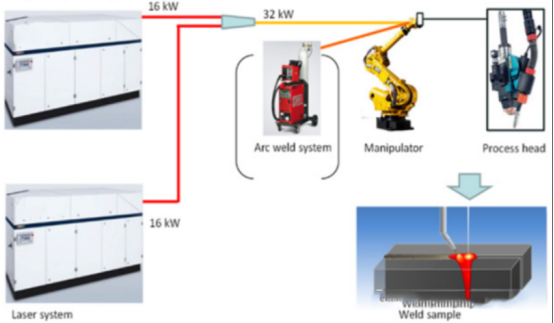
Obrázek 2. Schéma uspořádání instalace laseru
Podle současného stavu výzkumu laserového obloukového hybridního svařování tlustých plechů v tuzemsku i v zahraničí lze vidět, že kombinace metody laserového obloukového hybridního svařování a úzké drážky umožňuje svařování tlustých plechů. Když se výkon laseru zvýší na více než 10 000 wattů, pod vlivem vysokoenergetického laseru se mění chování materiálu při odpařování, proces interakce mezi laserem a plazmatem, stabilní stav proudění taveniny, mechanismus přenosu tepla a metalurgické chování svaru. S rostoucím výkonem nad 10 000 wattů se zvýší hustota výkonu a zintenzivní stupeň odpařování v oblasti v blízkosti malého otvoru. Stlačená síla přímo ovlivní stabilitu malého otvoru a proudění taveniny, čímž ovlivní proces svařování. Tyto změny mají nezanedbatelný vliv na implementaci laserového a kompozitního svařovacího procesu. Tyto charakteristické jevy ve svařovacím procesu přímo či nepřímo odrážejí do určité míry stabilitu svařovacího procesu a mohou dokonce určovat kvalitu svaru. Díky spojovacímu efektu dvou tepelných zdrojů, laseru a oblouku, mohou oba zdroje tepla plně využít své vlastní vlastnosti a dosáhnout lepších svařovacích výsledků než u svařování jedním laserem a obloukového svařování. Ve srovnání s metodou laserového autogenního svařování má tato metoda svařování výhody silné přizpůsobivosti mezery a velké svařitelné tloušťky. Ve srovnání s metodou svařování tlustých plechů s úzkou mezerou laserovým drátem má výhody vysoké účinnosti tavení drátu a dobrého efektu svařování drážky. Kromě toho přitažlivost laseru k oblouku zvyšuje stabilitu oblouku, díky čemuž je hybridní svařování laserem a obloukem rychlejší než tradiční obloukové svařování.svařování laserovým přídavným drátems relativně vysokou účinností svařování.
03 Aplikace vysoce výkonného hybridního svařování laserem a obloukem
Technologie vysoce výkonného hybridního svařování laserem a obloukem je v lodním průmyslu široce používána. Německá loděnice Meyer Shipyard zřídila 12kW výrobní linku pro hybridní svařování CO2 laserem a obloukem pro svařování plochých plechů trupu a výztuh, aby dosáhla vytvoření 20 m dlouhých koutových svarů najednou a snížila stupeň deformace o 2/3. Společnost GE vyvinula hybridní svařovací systém s vláknovým laserem a obloukem s maximálním výstupním výkonem 20 kW pro svařování letadlové lodi USS Saratoga, čímž ušetřila 800 tun svarového kovu a snížila počet hodin práce o 80 %, jak je znázorněno na obrázku 3. CSSC 725 používá 20kW vysoce výkonný hybridní svařovací systém s vláknovým laserem a obloukem, který dokáže snížit deformaci svařování o 60 % a zvýšit účinnost svařování o 300 %. Loděnice Shanghai Waigaoqiao Shipyard používá 16kW vysoce výkonný hybridní svařovací systém s vláknovým laserem a obloukem. Výrobní linka využívá novou technologii laserového hybridního svařování + MAG svařování pro dosažení jednostranného jednoprůchodového svařování a oboustranného tváření ocelových plechů o tloušťce 4–25 mm. Technologie vysoce výkonného laserového hybridního svařování se široce používá v obrněných vozidlech. Její svařovací vlastnosti jsou: svařování složitých kovových konstrukcí s velkou tloušťkou, nízké náklady a vysoká účinnost výroby.

Obrázek 3. Letadlová loď USS Sara Toga
Technologie vysoce výkonného hybridního svařování laserovým obloukem byla zpočátku používána v některých průmyslových oblastech a stane se důležitým prostředkem pro efektivní výrobu velkých konstrukcí se střední a velkou tloušťkou stěn. V současné době chybí výzkum mechanismu vysoce výkonného hybridního svařování laserovým obloukem, který je třeba dále prozkoumat, například interakci mezi fotoplazmou a obloukem a interakci mezi obloukem a roztavenou lázní. V procesu vysoce výkonného hybridního svařování laserovým obloukem stále existuje mnoho nevyřešených problémů, jako je úzké procesní okno, nerovnoměrné mechanické vlastnosti svarové struktury a složitá kontrola kvality svařování. S postupným zvyšováním výstupního výkonu průmyslových laserů se technologie vysoce výkonného hybridního svařování laserovým obloukem bude rychle rozvíjet a bude se i nadále objevovat řada nových technologií laserového hybridního svařování. Lokalizace, velkorozměrové využití a inteligentní technologie budou v budoucnu důležitými trendy ve vývoji vysoce výkonných laserových svařovacích zařízení.
Čas zveřejnění: 24. dubna 2024











